
ZINGA s’applique sur des soudures afin de sauvegarder la protection cathodique de la structure entière. Avant d’accepter le travail, vérifiez si les soudures sont en bon état.
Cavités, fissures et cloques doivent être réparées par soudage ou grenaillage jusqu’à ce qu’une surface uniforme soit obtenue.
La surface doit être dégraissée et nettoyée jusqu’au degré de propreté St 2. Les éclaboussures de soudage doivent être éliminées. Eliminez les scories et autres imperfections de surface avec un marteau mécanique à aiguilles. Avant application du ZINGA, les cordons de soudures et les alentours doivent être rendus rugueux. De préférence en grenaillant ou en utilisant un bristle blaster, un marteau à aiguilles ou du papier de sable rugueux (60 à 80). Veillez à ne pas polir la surface!
Après avoir rendu la surface rugueuse, il faut impérativement bien dépoussiérer les endroits à traiter. Appliquez le ZINGA à la brosse en bande de minimum 5 cm, en une ou plusieurs couches afin d’obtenir l’EFS spécifiée.
Ainsi que pour chaque coating ou peinture, la performance du ZINGA dépend fortement du degré de préparation de surface avant l’application. C’est la raison pour laquelle ZINGA peut s’appliquer sur une surface légèrement rouillée. Mais à cause de la présence de rouille entre le ZINGA et l’acier, la protection galvanique sera affectée et la performance du ZINGA sera réduite.
Etant donné que le ZINGA offre une bonne protection de longue durée des surfaces en aciers, il est plus avantageux d’investir dans une préparation de surface approfondie afin d’éviter des failles prématurées du coating.
Zingametall est fabriquant du ZINGA qui est utilisé afin d’empêcher les structures métalliques de rouiller.
Zingametall a des contacts avec des applicateurs qui ont de l’expérience avec l’utilisation du ZINGA, mais ne propose pas d’applications dans ses usines.
Non, il faut d’abord bien mélanger le ZINGA avant application. Il est très important que le ZINGA soit homogène pendant l’application afin d’assurer une protection cathodique sur la structure.
Le ZINGA a été développé pour protéger les structures métalliques.
La performance du ZINGA dépend hautement du degré de préparation de la surface. Au mieux la préparation de surface, au meilleure la performance. Voir préparation de surface pour explication détaillée.
ZINGA peut être recouvert, mais comme chaque coating riche en zinc, il est sensible aux solvants. C’est pourquoi il faut tester sa compatibilité avec d’autres coatings. En général, des topcoats contenant peu de solvants et à séchage rapide ont une meilleure performance.
A titre d’essai, appliquez un peu de topcoat sur un endroit non-critique, sur une partie non-visible de la structure traitée au ZINGA et observez s’il y a une réaction. Afin d’éviter des problèmes, nous recommandons d’utiliser une couche intermédiaire (voir couche intermédiaire sur ZINGA).
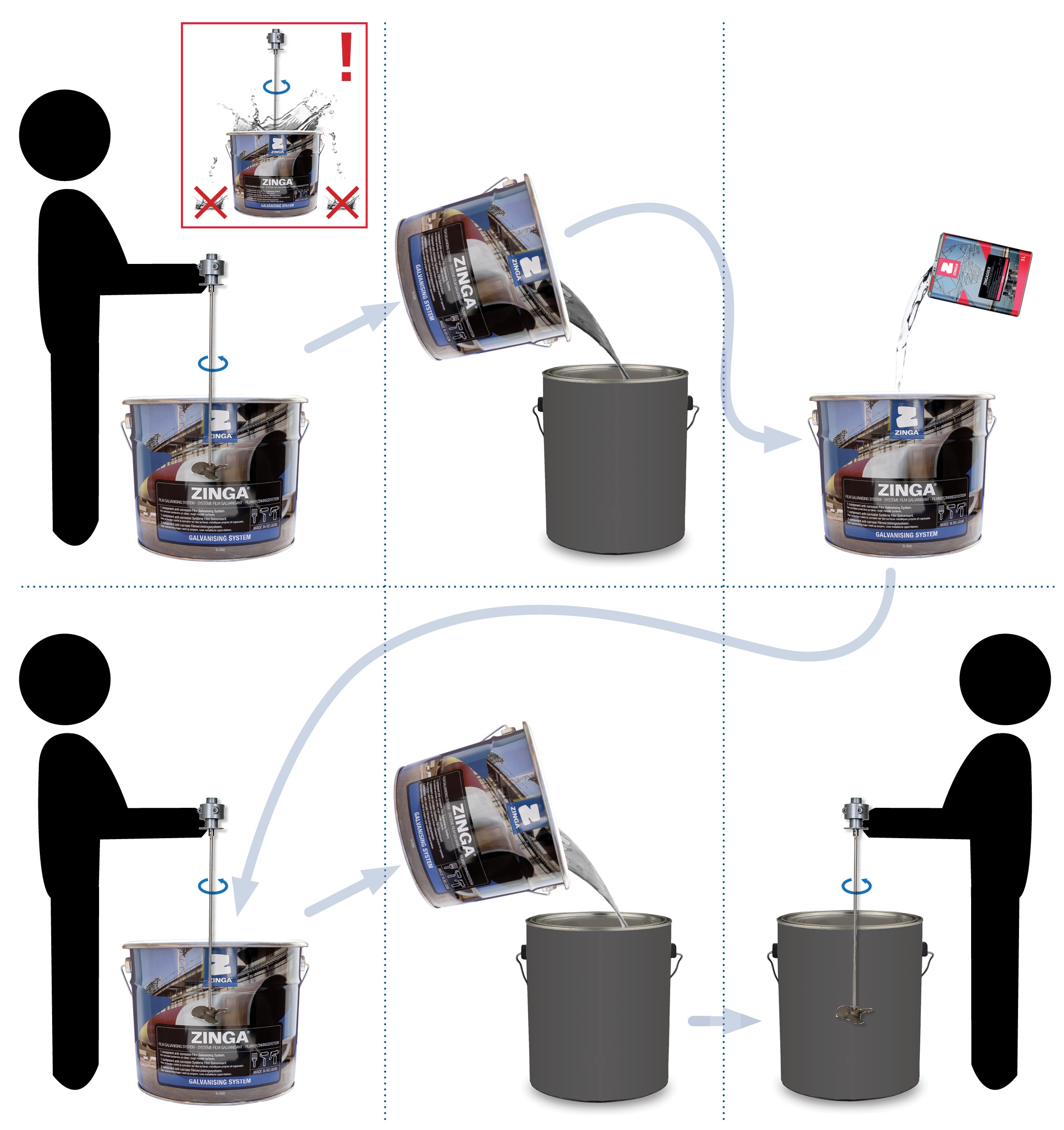
Le ZINGA doit être mélangé en utilisant des instruments mécaniques.
Placez un mélangeur mécanique dans le pot et mixez pendant au moins 2 minutes pour des petites quantités (1 – 2 kg) et pendant au moins 5 minutes pour des grandes quantités (5 – 25 kg).
Afin de vérifier si le mélange est adéquat, choisissez l’une des options suivantes :
- Pesez un volume mesuré: si la densité calculée (poids divisé par volume) est entre 2,58 et 2,73 Kg/L, le produit est bien mélangé.
- Videz le bidon de ZINGA déjà mélangé dans un autre bidon. Diluez les petits restants de ZINGA avec du Zingasolv.
Mélangez le produit dilué. Versez ceci dans l’autre bidon. Mélangez le contenu dans le nouveau bidon à fond.
ZINGA s’enlève facilement en utilisant du Zingasolv. Même du ZINGA séché se dissout en utilisant le Zingasolv.
Non, le ZINGA est uniquement disponible en gris.
Ceci est grâce à sa très haute teneur en Zinc actif dans le coating (96%). Certains autres coatings « riche en zinc » peuvent être obtenus en différentes couleurs. Mais au plus que le contenu en zinc est réduit, et contenant donc plus de pigments de couleurs, au moins qu’ils offriront une protection cathodique (anti-corrosion) effective. L’on considère que pour avoir une protection cathodique effective il faut une teneur en zinc d’au moins 90% dans le coating.
Oui, la soudure d’acier traitée au ZINGA (max. 60 μm EFS) est possible sans fumées de zinc excessives car la chaleur de la soudure brûle le liant organique bien en-dessous du point de fusion du zinc. Les restants de poussières de zinc sont éliminés de la zone de soudure par convection ce qui laisse l’endroit soudé exempt de contamination.
Si l’EFS mesure plus que 60 μm, le coating excessif doit être enlevé à l’aide d’une brosse métallique. La structure en acier doit être exempte d’huile, de graisse et d’autres produits chimiques inflammables. Poussières et débris doivent être enlevés avec un pistolet à air ou à l’aide d’un aspirateur.
N’utilisez pas d’aérosol anti-éclaboussures à base de silicones sur ZINGA car vous aurez un problème d’adhérence pour les coatings qui seront appliqués par-dessus le ZINGA. Il faut prévoir une bonne ventilation et aspiration à tout moment. Pendant le soudage sur de l’acier zinganisé, l’applicateur doit porter un masque selon la règlementation en vigueur.